| 无缝钢管 | 国标 |
|---|---|
| 无缝钢管 | 国标 |

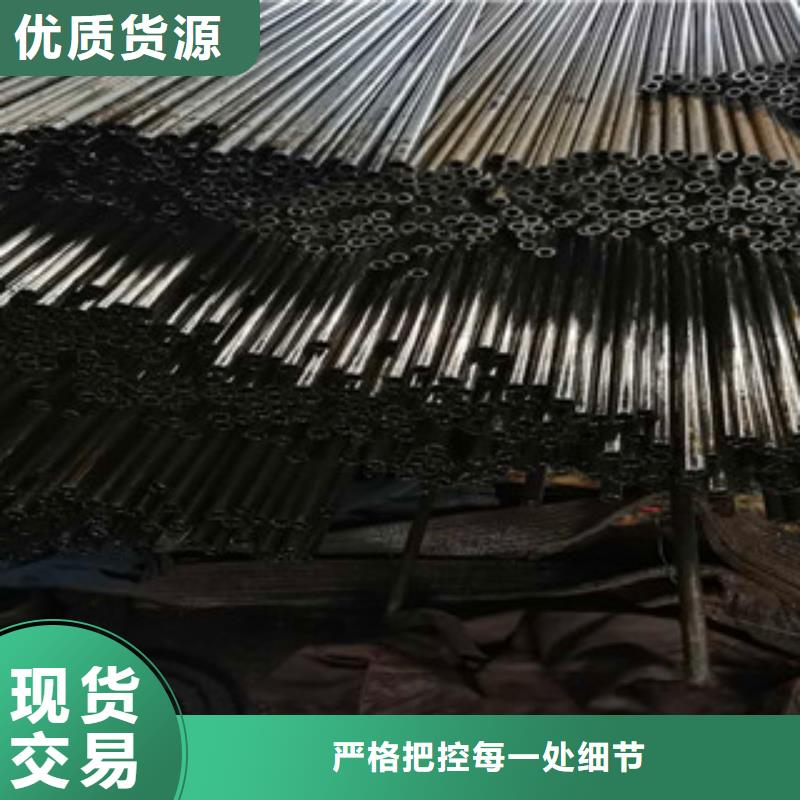
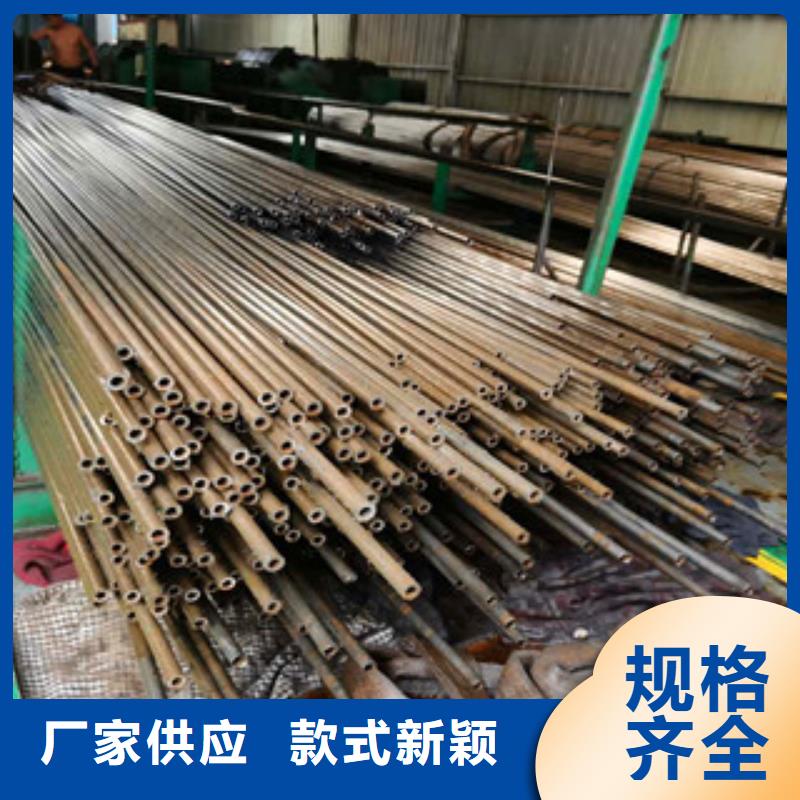
热轧精密钢管生产工序介绍:
1.热轧(挤压无缝精密钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成精密钢管。精密钢管内径由定径机钻头的外径长度来确定。精密钢管经定径后,进入冷却塔中,通过喷水冷却,精密钢管经冷却后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。


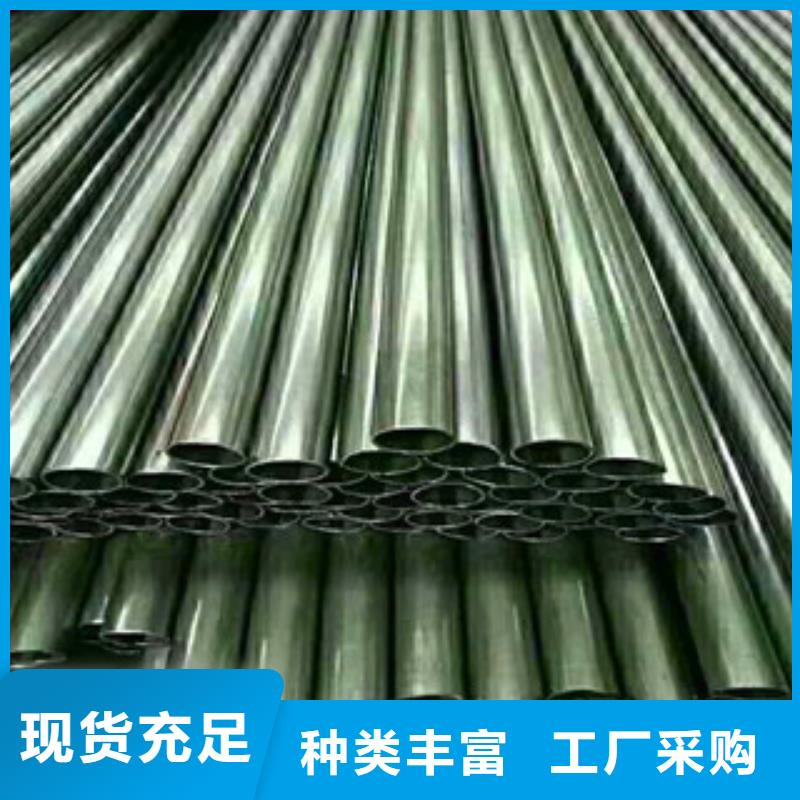
精密钢管分类及行情介绍:
从国际和国内两个市场来看,无缝精密钢管(包括石油专用管)的现有生产能力均已大于需求。所以,今后的重点应放在充分发挥现有机组的能力,开发出高强度等级、高抗击毁、高抗腐蚀的石油管、高压锅炉管和气瓶管等产品。也是 针对当前我国钢铁市场进行优化产品结构的内容。这也是增加在国内外产品竞争力、扩大市场份额的关键所在。就是说,提高国内精密钢管企业的市场竞争力是加和WTO以后国内企业长期的任务和成功发展的关键。






无缝精密钢管重量计算的公式
钢的密度为1.85kg/dm2 ,精密钢管每米重量的计算公式为:
W(kg/m)=0.02466*壁厚*(外径-壁厚)
按国内标准生产的无缝精密钢管品种、国内常用牌号(钢级)及相应品种的常用国外标准
| 品种 | 标准 | 常用牌号 | 常用国外标准 |
| 结构用无缝精密钢管 | GB/T8162-1999 | 10、20、35、45、40Mn2、45Mn2、27SiMn、20Cr、40Cr、20CrMo、35CrMo、38CrMoA1、30CrMnSi、 50CrV、 | ASTM A500-98 ASTM A501-98、 ASTN A519-98、 JIS G3441-1994
|